- نویسنده: seyyedali
- 2018-06-24
- اصفهان, پرینت سه بعدی, پرینت سه بعدی اصفهان, پرینتر سه بعدی, پرینتر سه بعدی اصفهان, خوردگی, رفع مشکل, زدگی, فیلامنت, کش آمدن, کشش
خوردگی فیلامنت (زدگی) و کش آمدن آن ها
بنام خدا و با سلام خدمت تمام کاربران عزیز. در این مطلب از سری مطالب مشکلات کار با پرینتر های سه بعدی پرینت سه بعدی اصفهان و پرینتر سه بعدی اصفهان قصد داریم تا مشکل خوردگی فیلامنت (زدگی) و کش آمدن آن ها در پرینت سه بعدی را معرفی کنیم. و در مورد دلایل ایجاد این مشکل و نحوه رفع آن صحبت کنیم.
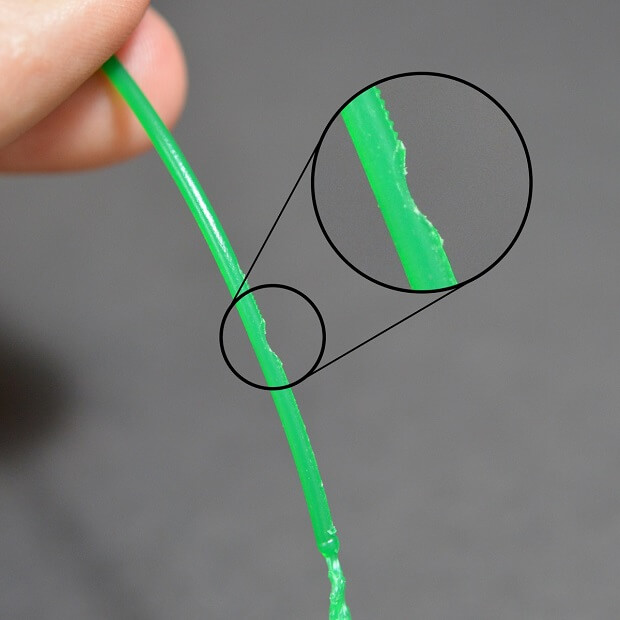
خوردگی فیلامنت (زدگی)

اکثر پرینترهای 3D از یک درایو کوچک استفاده می کنند که فیلامنت را جذب می کند و آن را در برابر یاتاقان دیگر ساندویچ می کند. درایور دنده دارای دندان های تیز است که اجازه می دهد تا آن را به فیلامنت گازبزنند و بسته به اینکه جهت درایو چرخ دنده کدام است. آن را به جلو یا عقب فشار دهد.
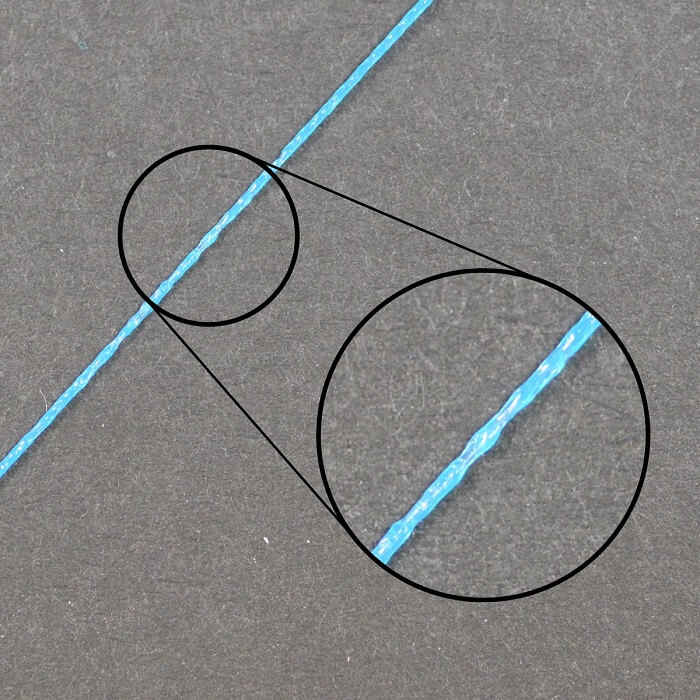
اگر فیلامنت قادر به حرکت است، اما درایور چرخ دنده را نگه می دارد، می تواند پلاستیک را آنقدر بکشد به طوری که هیچ چیز برای دنده های دنده برای گرفتن وجود نداشته باشد. بسیاری از افراد به این وضعیت به عنوان رشته هایی که “stripped” هستند، اشاره می کنند، زیرا اکسترودر برای کارکرد صحیح، بسیار پلاستیکی شده است. اگر این اتفاق بر روی چاپگر شما اتفاق می افتد، به طور معمول تعداد زیادی از تراشه های پلاستیکی کوچک را از پلاستیکی که روی زمین قرار گرفته است می بینید.
شما همچنین ممکن است متوجه شوید که موتور اکسترودر در حال چرخش است، اما رشته به درون اکسترودر کشیده نمی شود. ما ساده ترین راه حل این مسئله را در زیر توضیح خواهیم داد.
تنظیمات Retraction تهاجمی
یکی از اولین مواردی که می خواهید بررسی کنید، تنظیمات retraction برای اکسترودر شما است. اگر سرعت کشش بیش از حد سریع باشد یا شما سعی می کنید فیلامنت ها را بیش از حد زیاد بکشید، ممکن است بر اکسترودر شما تأثیر بگذارد و رشته ها برای حفظ آن تلاش کنند.
به عنوان یک تست آسان، می توانید سعی کنید سرعت Retraction خود را به اندازه 50٪ کاهش دهید تا ببینید آیا مشکل از بین می رود یا نه. اگر چنین است، می دانید که تنظیمات Retraction شما ممکن است بخشی از مشکل باشد.
دمای اکسترودر را افزایش دهید
اگر همچنان با مشکل خوردگی فیلامنت مواجه شدید، سعی کنید درجه حرارت اکسترودر را 5 تا 10 درجه افزایش دهید تا پلاستیک جریان یابد. با کلیک روی «ویرایش تنظیمات فرآیند» و انتخاب برگه دما می توانید این کار را انجام دهید. اکسترودر خود را از لیست در سمت چپ انتخاب کنید و سپس روی تنظیم درجه حرارت که می خواهید تغییر دهید دوبار کلیک کنید.
پلاستیک همیشه در دمای بالاتر جریان می یابد، بنابراین این می تواند یک تنظیم بسیار مفید برای تنظیم کردن باشد.
سرعت چاپ خیلی سریع است
اگر حتی بعد از افزایش درجه حرارت،باز هم با مشکل خوره شدن و کشیدگی فیلامنت مواجه شدید ، پس چیزی که باید انجام دهید کاهش سرعت چاپ است. با انجام این کار، موتور اکسترودر نیازی به سرعت چرخش ندارد، زیرا فیلامنت در طول مدت زمان بیشتری اکسترود شده است. چرخش آهسته تر موتور اکسترودر می تواند به جلوگیری از مسائل خوردگی کمک کند. شما می توانید این تنظیم را با کلیک روی «ویرایش تنظیمات فرایند» و انتخاب زبانه Speeds تنظیم کنید.
“سرعت چاپ پيش فرض” را تنظيم کنيد. که این سرعت هر جابجايي که اکسترودر به طور فعال اکسترود پلاستيک را کنترل مي کند، را تنظيم مي کند. به عنوان مثال، اگر شما قبلا با سرعت 3600 میلیمتر در دقیقه (60 میلی متر بر ثانیه) چاپ کرده اید، این مقدار را به اندازه 50 درصد کاهش دهید تا ببینید که آیا زنجیر فیلامنت دچار کشش می شود یا نه.

مسدود شدن نازل را بررسی کنید
اگر بعد از بالا بردن درجه حرارت و کاهش سرعت چاپ، هنوزبا مشکل خوردگی فلامنت مواجه هستید، احتمالا نازل شما کمی مسدود شده است. لطفا بخش ر گرفتگی اکسترود را بخوانید تا دستورالعمل هایی در مورد نحوه رفع این مشکل را بیابید.