
- نویسنده: seyyedali
- 2018-07-10
- اصفهان, پرشدگی ساپورت, پرینت سه بعدی, پرینت سه بعدی اصفهان, پرینتر سه بعدی, پرینتر سه بعدی اصفهان, رفع مشکل, ساپورت, سطح ضعیف
سطح ضعیف قرار گرفته در بالای ساپورت در پرینت سه بعدی
بنام خدا و با سلام خدمت تمام کاربران عزیز. در این مطلب از سری مطالب مشکلات کار با پرینتر های سه بعدی پرینت سه بعدی اصفهان و پرینتر سه بعدی اصفهان قصد داریم تا مشکل سطح ضعیف قرار گرفته در بالای ساپورت در پرینت سه بعدی را معرفی کنیم. و در مورد دلایل ایجاد این مشکل و نحوه رفع آن ها صحبت کنیم.
سطح ضعیف قرار گرفته در بالای ساپورت
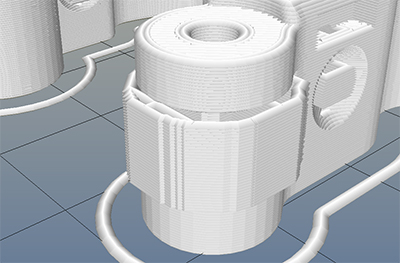
سطح ضعیف قرار گرفته در بالای ساپورت یکی از مزایای اصلی Simplify3D است که توانایی ایجاد ساختار های نوآورانه ساپورت را ایجاد می کند. که به شما امکان می دهد قسمت های فوق العاده پیچیده ای را ایجاد کنید که در غیر این صورت نمی توانید آن ها را داشته باشد.
به عنوان مثال، اگر شما یک سررشته شیب دار یا بخشی از مدل خود را با هیچ چیزی در زیر آن داشته باشید، یک ساختار پشتیبانی می تواند پایه ای برای این لایه ها ایجاد کند. سازه های پشتیبانی شده توسط Simplify3D یکبار مصرف می شوند و می توانند به راحتی از قسمت نهایی جدا شوند. با این حال، بسته به تنظیمات شما، ممکن است متوجه شوید که برخی از تنظیمات برای بهبود کیفیت سطح در قسمت پایین قطعات خود، درست بالای بنیاد ساختار پشتیبانی لازم است.
ما تنظیمات کلیدی زیر را توضیح خواهیم داد و چگونگی تأثیر آنها روی چاپ شما را توضیح خواهیم داد.
ارتفاع لایه خود را پایین بیاورید
عملکرد ناکارامد چاپگر خود را می توانید با کاهش ارتفاع لایه خود بهبود ببخشید. به عنوان مثال، اگر ارتفاع لایه خود را از 0.2 میلیمتر تا 0.1 میلیمتر کاهش دهید، چاپگر شما دو برابر لایه ها را ایجاد می کند، که باعث می شود چاپگر شما توانایی چاپ قطعات و جزئیات کوچکتری را داشته باشد.
به همین دلیل ممکن است در هنگام استفاده از ارتفاع لایه 0.2 میلیمتر، شما نیاز به ساختارهای پشتیبان برای هر زاویه که از 45 درجه بیشترداشته باشد، دارید. اما اگر شما ارتفاع لایه خود را تا 0.1 میلیمتر پایین بیاورید، عملکرد بالا بر روی آن ممکن است به 60 درجه افزایش یابد.
این مزیت آشکار، کاهش زمان چاپ شما و کاهش میزان ساختارهای پشتیبانی مورد نیاز چاپ است، اما همچنین به شما اجازه می دهد تا یک سطح نرمتر را در قسمت پایین قطعات خود ایجاد کنید. اگر متوجه شدید که باید کیفیت چاپ را در این منطقه افزایش دهید، این یکی از اولین تنظیماتی است که می بایست تنظیم کنید.

درصد پرشدگی (infill) ساپورت
درست مثل قسمت داخلی قطعه، شما می توانید تراکم ساختارهای پشتیبانی خود را با تغییر درصد درصد ساپورت، تنظیم کنید. معمولا استفاده از یک مقدار حدود 20-40٪ نرمال است، اما ممکن است متوجه شوید که باید این مقدار را افزایش دهید، در صورتی که لایه های پایین لبه های خود را از بین ببرید.
بسیاری از کاربران همچنین ترجیح می دهند از ساختارهای پشتیبانی چگال تر برای این کار استفاده کنند، زیرا آنها به شما اجازه می دهند که برای اکثریت پشتیبانی خود از چگالی کمتری استفاده کنید و فقط از درصد بالا در بالای ساختارهای پشتیبانی استفاده کنند.
لایه های جداسازی عمودی
ایجاد سازه های پشتیبان قابل جابجایی شامل تعادل خوبی بین میزان پشتیبانی ارائه شده به مدل و آسان بودن جدا کردن ساپورت از آن است. اگر از مدل پشتیبانی بیشتری می کنید، ساختارهای پشتیبانی ممکن است شروع به اتصال به بخش کنند، و آنها را جدی بگیرد. اگر شما از ساپورت بسیار کم تری استفاده کنید، ساختار پشتیبانی یکبار مصرف برای حذف آسان خواهد بود ، اما این بخش ممکن است به اندازه کافی برای چاپ قسمت های بالایی استحکام نداشته باشد.
Simplify3D اجازه می دهد تا تنظیمات جداسازی را سفارشی کنید تا بتوانید تعادل درست بین این عوامل مختلف را انتخاب کنید. اولین تنظیماتی که می بایست بررسی کنید، لایه های جداسازی Upper Vertical است. این تنظیم تعیین می کند که چه تعداد لایه خالی بین سازه های پشتیبانی شده و قطعه اصلی وجود داشته باشد. به عنوان مثال، اگر شما ساختارهای پشتیبانی خود را با همان ماده اصلی قطعه خود چاپ می کنید، معمولا استفاده از حداقل 1-2 لایه جداسازی عمودی مورد نیازاست.
در غیر این صورت، اگر از لایه های جداسازی 0 استفاده می کنید و همه چیز را با یک ماده چاپ می کنید، ممکن است پشتیبانی ها به قطعه اصلی متصل شود و حذف آن سخت می شود. بنابراین این یکی از اولین تنظیماتی است که می بایست تنظیم کنید، همانطور که سعی می کنید کیفیت چاپ خود را کامل کنید.

افست قسمت افقی
تنظیم جدایی بعدی شما باید چک کنید افست افقی قطعه شما است. این تنظیم فاصله جانبی بین قسمت شما و ساختارهای پشتیبانی را کنترل می کند. بنابراین در حالی که لایه های جداسازی عمودی می تواند به حمایت از بالای قطعه خود از اتصال به پایین قسمت شما کمک کند، ،افست افقی دو طرف پشتیبان خود را از اتصال به سمت مدل خود حفظ خواهد کرد.
معمولا از یک مقدار بین 0.2-0.4 میلیمتر برای این تنظیم استفاده می شود، اما ممکن است لازم باشد آزمایش کنید و ببینید چه چیزی برای اکسترودر و رشته خاص مناسب است.
از یک اکسترودر دوم استفاده کنید
اگر ماشین شما با 2 یا بیشتر اکسترودر عرضه می شود، می توانید با استفاده از مواد مختلف برای ساختارهای پشتیبانی خود، بهبود چشمگیری داشته باشید. به عنوان مثال، بسیار معمول است که بخشی از قطعات PLA را با استفاده از PVA حلال آب برای ساپورت قطعات چاپ کنید.
از آنجا که سازه های مدل و پشتیبانی با مواد مختلف چاپ می شوند، به راحتی به یکدیگر متصل نمی شوند، که به شما اجازه می دهد تا بهتر عمل ساپورت قطعه را بهتر انجام دهید. اگر از مواد مختلفی برای ساختارهای پشتیبانی استفاده می کنید، می توانید لایه های جداسازی عمودی بالا را به صفر کاهش دهید و افست افقی خود را از قسمت به حدود 0.1 میلیمتر کاهش دهید.
اگر علاقه مند به یادگیری بیشتر در مورد این تکنیک هستید، می توانید ویدیوی دقیق تر درباره این فرایند را در اینجا تماشا کنید.