- نویسنده: seyyedali
- 2018-07-01
- اصفهان, انحنا, پرینت سه بعدی, پرینت سه بعدی اصفهان, پرینتر سه بعدی, پرینتر سه بعدی اصفهان, پیچش لبه, حلق شدن, رفع مشکل, سطح بالایی, سوراخ, شکاف, لبه
اکسترود نامناسب و مشکل در سطح بالایی قطعه
بنام خدا و با سلام خدمت تمام کاربران عزیز. در این مطلب از سری مطالب مشکلات کار با پرینتر های سه بعدی پرینت سه بعدی اصفهان و پرینتر سه بعدی اصفهان قصد داریم تا مشکلات “پیچش یا زاویه تند در لبه ها” و “وجود شکاف در سطح بالایی” در پرینت سه بعدی را معرفی کنیم. و در مورد دلایل ایجاد این مشکلات و نحوه رفع آن ها صحبت کنیم. که عامل اصلی این مشکلات اکسترود نامناسب است.
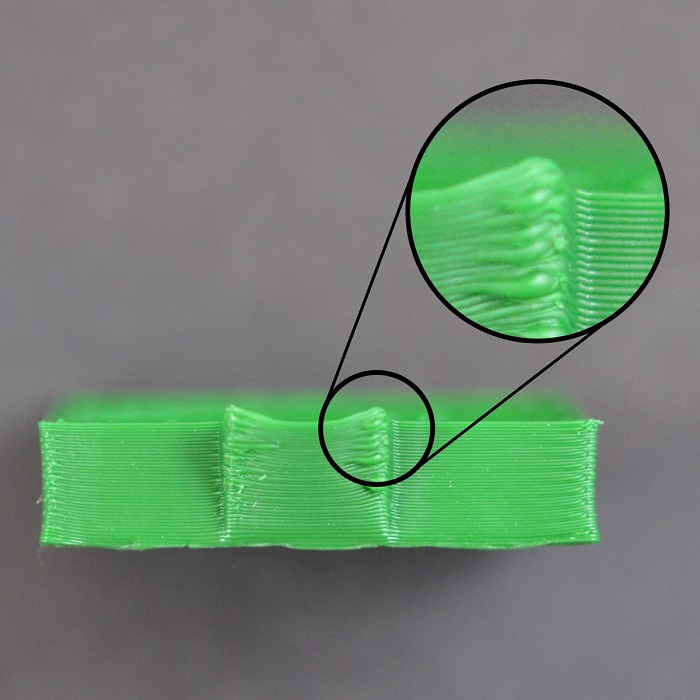
پیچش یا زاویه تند در لبه ها
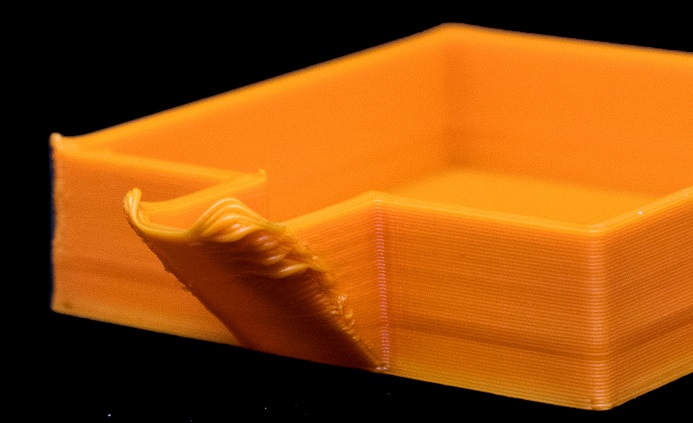
اگر در چاپ خود، مسائل پیچش لبه ها را مشاهده می کنید، به طور معمول به مسائل گرم شدن بیش از حد اشاره می کند. پلاستیک اکسترود شده در دمای بسیار گرم است و اگر به سرعت سرد نشود، ممکن است در طول زمان تغییر شکل دهد. پیچش یا زاویه دار شدن لبه ها را به راحتی می توان با سرد کردن سریع هر لایه خنثی کرد ، به طوری که قبل از اینکه جامد شود، زمان آنرا نداشته باشد تا تغییر شکل دهد.
لطفا بخش Overheating را بخوانید تا شرح مفصلی از این موضوع و نحوه حل آن را بیابید. اگر در ابتدای چاپ خود متوجه می شوید که پیچش یا حلقه شدن وجود دارد، لطفا از قسمت “نچسبیدن لایه اول به تخت” برای دیدن مسائل مربوط به لایه اول دیدن کنید.
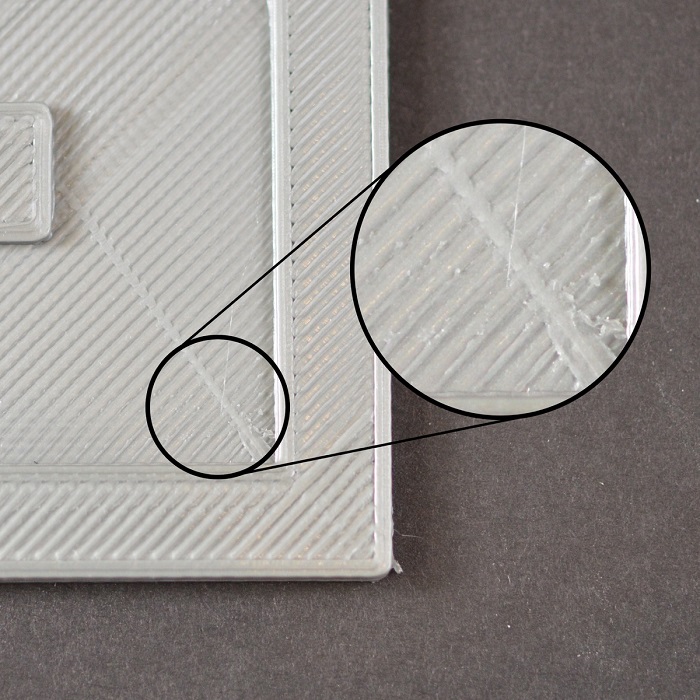
وجود شکاف در سطح بالایی
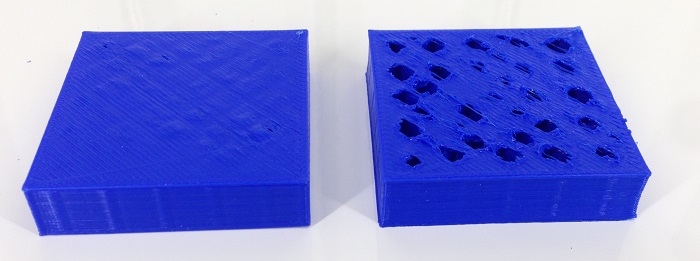
یکی از مزایای چاپ سه بعدی این است که هر بخش یک لایه در یک زمان ساخته شده است. این بدان معنی است که برای هر لایه منفرد، نازل می تواند آزادانه به هر بخشی از بستر چاپی خود حرکت کند، زیرا بخش هنوز در حال ساخته شدن است. در حالی که این زمان چاپ بسیار سریع را فراهم می کند، ممکن است متوجه شوید که نازل یک علامت را در هنگام لایه های قبلی چاپ می کند. این به طور معمول در لایه های جامد بالای قطعه قابل مشاهده است.
این شکاف ها و علامت ها هنگامی رخ می دهد که نازل تلاش می کند به مکان جدیدی حرکت کند، اما در نهایت روی پلاستیکی که قبلا چاپ شده کشیده می شود. بخش زیر چند علت احتمالی برای این موضوع را بررسی می کند و توصیه هایی را برای تنظیم کردن تنظیماتی می توانید برای جلوگیری از آن انجام دهید ارائه می دهد.
اکسترود کردن بیش از حد پلاستیک
یکی از اولین مواردی که باید تایید کنید این است که پلاستیک بیش از حد اکسترود نخواهد شد. اگر پلاستیک بیش از حد را اکسترود کنید، هر لایه تمایل دارد کمی ضخیم تر از حد مورد نظر شود. این بدان معنی است که وقتی نازل تلاش می کند تا در هر لایه حرکت کند، ممکن است از این طریق مقداری پلاستیک های اضافی را بکشد.
قبل از اینکه به تنظیمات دیگر نگاه کنید، باید اطمینان حاصل کنید که پلاستیکی بیش از حد اکسترود نشده است. برای اطلاعات بیشتر، لطفا قسمت اکسترود کردن بیش از حد پلاستیک را بخوانید.
بالابر عمودی (Z-hop)
اگر می دانید مقدار درست پلاستیکی را اکسترود کرده اید، اما هنوز هم با کشیدن نازل در سطح بالای خود مشکل دارید، پس بهتر است به تنظیمات پیمایش عمودی در Simplify3D نگاه کنید. فعال کردن این گزینه باعث می شود تا نازل در یک فاصله معین بالای لایه چاپ شده قبل از رفتن به مکان جدید قرار گیرد.
هنگامی که آن یدر محل نهایی خود قرار می گیرد، نازل برای تهیه نسخه چاپی پایین می آید. با حرکت در ارتفاع بالا، این می تواند از خراش نازل در سطح بالایی چاپ جلوگییری کند. برای فعال کردن این گزینه، روی «ویرایش تنظیمات فرآیند» کلیک کنید و برگه اکسترودر را انتخاب کنید. اطمینان حاصل کنید که retraction فعال است و سپس “Lift Retracture Vertical” را به فاصله ای که می خواهید نازل را بالا ببرید تنظیم کنید.
به عنوان مثال، اگر شما 0.5 میلیمتر را وارد کنید، نازل همیشه قبل از رفتن به مکان جدید، ارتفاع نارل 0.5 میلی متر افزایش پیدا می کند. لطفا توجه داشته باشید که این بالابر عمودی تنها زمانی رخ می دهد که نازل در حال انجام یک retraction است. اگر می خواهید اطمینان حاصل کنید که برای هر بار حرکتی که چاپگر انجام می دهد، بازپس گیری صورت می گیرد، بر روی زبانه Advanced کلیک کنید و مطمئن شوید که “فقط در هنگام عبور از فضاهای باز” و “Minimum travel retraction” غیر فعال باشند.