- نویسنده: seyyedali
- 2018-06-16
- اصفهان, پرینت سه بعدی اصفهان, پرینتر سه بعدی, پرینتر سه بعدی اصفهان, رفع مشکل, مشکل, نچسبیدن, نچسبیدن پرینت به تخت, نچسبیدن لایه اول
نچسبیدن پرینت به تخت در لایه اول
بنام خدا و با سلام خدمت تمام کاربران عزیز. در این مطلب از سری مطالب مشکلات کار با پرینتر های سه بعدی پرینت سه بعدی اصفهان و پرینتر سه بعدی اصفهان قصد داریم تا مشکل نچسبیدن پرینت به تخت را معرفی کنیم. و در مورد دلایل ایجاد این مشکل و نحوه رفع آن صحبت کنیم.
نچسبیدن پرینت به تخت

بسیار مهم است که اولین لایه چاپ شما به طور گسترده ای به پلت فرم ساخت چاپگر متصل شود تا قسمت باقی مانده شما بر روی این پایه ساخته شود. اگر اولین لایه به پلتفرم ساخت نچسبیده باشد، بعدا مشکلاتی ایجاد خواهد کرد. راه های مختلفی برای مقابله با این مشکلات چسبندگی لایه اول وجود دارد، بنابراین ما چندین نمونه معمول را در زیر بررسی خواهیم کرد و توضیح خواهیم داد که چگونه به هر یک از آنها رسیدگی شود.
دلایل نچسبیدن پرینت به تخت و راه حل ها
پلتفرم ساخت تراز نیست

بسیاری از پرینترها دارای یک تخت قابل تنظیم با چند پیچ یا دستگیره هستند که موقعیت بستر را کنترل می کنند. اگر پرینتر شما دارای یک تخت قابل تنظیم باشد و شما می توانید اولین لایه خود را به تخت برسانید، اولین چیزی که می بایست تایید کنید این است که تخت چاپگر شما صاف و ترازباشد. اگر تراز نباشد، یک طرف تخت شما ممکن است خیلی نزدیک به نازل باشد، در حالی که طرف دیگر خیلی دور است. دستیابی به یک چاپ خوب در لایه اول کاملا نیاز به تخت تراز دارد.
Simplify3D در حال حاضر شامل یک جادوگر سطح تخت مفید است که شما را از طریق فرایند تسطیح بستر هدایت می کند. شما می توانید این جادوگر را با رفتن به Tools> Bed Leveling Wizard و دنبال کردن دستورالعمل های روی صفحه پیدا کنید.
نازل خیلی دور از تخت شروع به کار می کند
دلیل دوم نچسبیدن پرینت به تخت در لایه اول فاصله نازل و تخت می باشد.
هنگامی که تخت به درستی تنظیم شده است، هنوز باید مطمئن شوید که نازل در ارتفاع صحیح نسبت به پلتفرم ساخت شروع به کار می کند. هدف شما این است که اکسترودر خود را در فاصله ای دقیق از صفحه ساخت قرار دهید – نه خیلی دور و نه خیلی نزدیک. برای چسبندگی خوب به صفحه ساخت، شما می بایست رشته خود را کمی در برابر صفحه بسازید. در حالی که شما می توانید این تنظیمات را با اصلاح سخت افزار تنظیم کنید، این بسیار ساده تر (و خیلی دقیق تر است) که برای ایجاد این تغییرات از Simplify3D استفاده کنید.
برای انجام این کار روی «ویرایش تنظیمات فرآیند» کلیک کنید تا تنظیمات فرآیند خود را باز کنید و سپس به برگه G-Code بروید. شما می توانید G-Code Offset Global Z-Axis را تنظیم کنید تا موقعیت نازل خود را تنظیم کنید. به عنوان مثال، اگر شما -0.05mm برای افست G-Code محور Z وارد کنید، نازل شروع به چاپ از فاصله 0.05mm نزدیک به پلت فرم ساخت شروع به کار می کند. مراقب باشید فقط تنظیمات کوچکی را در این تنظیم انجام دهید. هر لایه از قسمت شما معمولا فقط 0.2 میلیمتر ضخامت دارد، بنابراین یک تنظیم کوچک به فاصله زیادی منتهی می شود!
اولین لایه چاپ بسیار سریع است
همانطور که شما اولین لایه پلاستیکی را در بالای پلت فرم ساختید، می خواهید اطمینان حاصل کنید که قبل از شروع لایه بعدی، پلاستیکی می تواند به سطح مناسب بچسبد. اگر اولین لایه را خیلی سریع چاپ می کنید، ممکن است پلاستیکی زمان لازم برای اتصال به پلت فرم را نداشته باشد. به همین دلیل، معمولا لایه اول را با سرعت کمتری چاپ می کند تا پلاستیک بتواند به تخت بچسبد.
Simplify3D یک تنظیم برای این ویژگی دقیق فراهم می کند. اگر بر روی “ویرایش تنظیمات فرآیند” کلیک کرده و به برگه لایه بروید، تنظیماتی با عنوان “سرعت لایه اول” را خواهید دید. به عنوان مثال، اگر شما یک لایه اول را 50٪ تنظیم کنید، به این معنی است که اولین لایه شما 50٪ کندتر از بقیه قطعه شما چاپ می شود. اگر احساس می کنید که چاپگر شما در لایه اول با سرعت خیلی زیاد حرکت می کند، سعی کنید این تنظیم را کاهش دهید.
تنظیمات دما یا خنک کننده
دلیل دوم نچسبیدن پرینت به تخت کاهش دمای پلاستیک و انقباض آن است.
پلاستیک تا زمانی که از درجه حرارت کم شود تمایل به انقباض دارد. برای ارائه یک مثال مفید، تصور کنید که بخش وسیعی از آن 100 میلی متر باشد که با پلاستیکی ABS چاپ می شود. اگر اکسترودر این پلاستیک را در 230 درجه سانتیگراد چاپ کرد، اما روی یک پلت فرم ساخت سرد گذاشته شد، احتمال دارد پلاستیکی پس از خروج از نازل داغ به سرعت خنک شود. بعضی از چاپگرها شامل مزایای خنک کننده نیز هستند که در هنگام استفاده از این فرایند خنک کردن سرعت می گیرد.
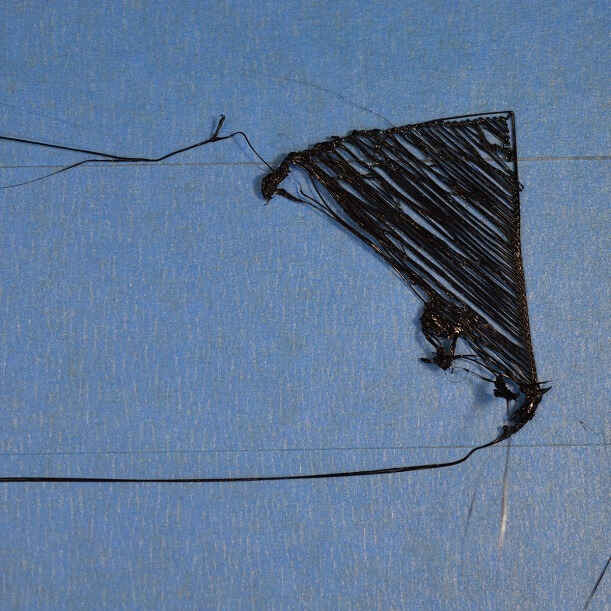
اگر این قسمت ABS به درجه حرارت اتاق 30 درجه خنک شود، قسمت بزرگ آن 100 میلی متر تقریبا 1.5 میلیمتر انقباض می یابد! متاسفانه، پلتفرم ساخت در چاپگر شما اینچنین نیست و انقباض نمی یابد، زیرا معمولا در دمای نسبتا پایدار نگهداری می شود. به دلیل این واقعیت،هنگام سرد شدن، پلاستیک تمایل به جدا شدن از پلت فرم ساخت دارد. این یک واقعیت مهمی است که هنگامیکه لایه اول را چاپ می کنید باید به خاطر داشته باشید. اگر متوجه شوید که به نظر می رسد در ابتدا لایه می چسبد، اما بعد از خنک کردن آن از تخت چاپ جدا می شود، ممکن است تنظیمات دما و خنک کننده شما مشکل داشته باشد.
استفاده از تخت گرم
بسیاری از پرینتر هایی که برای چاپ مواد با درجه حرارت بالا از قبیل ABS استفاده می کنند شامل یک تخت گرم برای کمک به مبارزه با این مشکلات هستند. اگر تخت برای نگه داشتن دمای 110 درجه سانتیگراد برای کل چاپ گرم شود، اولین لایه را گرم نگه می دارد تا آن انقباض پیدا نکند. بنابراین اگر چاپگر شما دارای یک تخت گرما باشد، ممکن است بخواهید به تخت گرما بدهید تا از خنک شدن لایه اول جلوگیری کنید. به عنوان یک نقطه شروع به طور کلی، PLA تمایل به چسبیدن خوبی به تخت دارد اگر که تا 60-70 درجه گرم شود، در حالی که ABS به طور کلی بهتر کار می کند اگر تخت تا 100-120C گرم شود.
راه حل چیست؟
شما می توانید این تنظیمات را در Simplify3D با کلیک بر روی «ویرایش تنظیمات فرآیند» و سپس انتخاب برگه دما تنظیم کنید. پلت فرم گرم ساخت خود را از لیست در سمت چپ انتخاب کنید و سپس تنظیم درجه حرارت برای اولین لایه را ویرایش کنید. شما فقط می بایست بر روی مقدار دوبار کلیک کنید تا بتوانید آن را تغییر دهید.
اگر پرینتر شما دارای یک فن خنک کننده باشد، شما همچنین می توانید سعی کنید آن فن خنک کننده را برای چند لایه اول چاپگر خود غیر فعال کنید تا لایه های اولیه خیلی سریع خنک نشوند. شما می توانید این کار را با کلیک بر روی «ویرایش تنظیمات فرایند» انجام دهید و به برگه Cooling بروید. شما می توانید تنظیم نقطه سرعت فن در سمت چپ را تنظیم کنید. برای مثال، ممکن است بخواهید اولین لایه را با فن غیرفعال کنید و سپس بعد از رسیدن به لایه 5، فن را به قدرت کامل برسانید.
در این مورد، شما نیاز به اضافه کردن دو نقطه تعیین شده به آن لیست دارید: لایه 1 در 0٪ سرعت فن، و لایه 5 در 100٪ سرعت فن. اگر شما از پلاستیک ABS استفاده می کنید، رایج است که فن خنک کننده را برای کل چاپ خاموش کنید، بنابراین ورود به یک نقطه تنظیم تنها کافی است (لایه 1 با 0٪ سرعت فن). اگر در محیط سرد کار می کنید، ممکن است بخواهید سعی کنید تا چاپگر خود را عایق بندی کنید تا باد را از بخش خود دور نگه دارد.
سطح پلت فرم ساخت (نوار، چسب، و مواد)
دلیل دیگر نچسبیدن پرینت به تخت جنس خود تخت می باشد.

پلاستیک های مختلف تمایل به چسبیدن به مواد مختلف دارند. به همین دلیل، بسیاری از چاپگرها شامل مواد پلت فرم ویژه ساخت اند که برای مواد خود بهینه شده اند. به عنوان مثال، چندین چاپگر از ورق BuildTak در بالای تخت خود استفاده می کنند که با PLA بسیار خوب عمل کند. تولیدکنندگان دیگر تخت گرما مانند شیشه بوروسیلیکات را انتخاب می کنند که در هنگام گرم شدن به خوبی برای ABS کار می کند.
اگر قصد دارید به طور مستقیم بر روی این سطوح چاپ کنید، همیشه قبل از شروع چاپ، مطمئن باشید که پلت فرم ساخت شما عاری از گرد و غبار، گریس یا روغن باشد.
تمیز کردن تخت چاپ با آب و یا ایزوپروپیل و پنبه الکل می تواند تفاوت زیادی ایجاد کند.
استفاده از سایر چسبنده ها
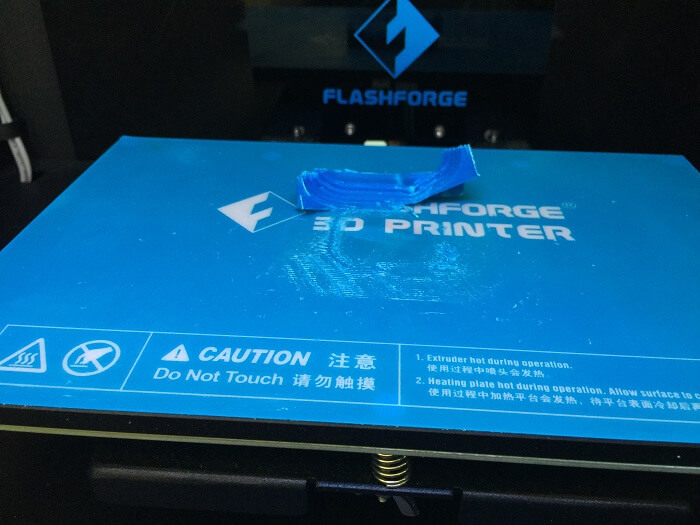
اگر چاپگر شما یک ماده پلتفرم ساخت خاص را برای کمک به چسبندگی در نظر نگیرد، هنوز گزینه هایی برای شما وجود دارد! خوشبختانه انواع مختلفی از نوار وجود دارد که برای مواد معمولی چاپ 3D می باشد. نوار ها را می توان به سطح پلت فرم ساخت چسباند و به راحتی حذف و یا جایگزین کرد. اگر که شما می خواهید با مواد مختلف چاپ کنید.
به عنوان مثال، PLA تمایل دارد به خوبی به نوار پینتر آبی بچسبد در حالی که ABS تمایل دارد به نوار کاپون (به اصطلاح فیلم Polyimide) بچسبد. بسیاری از کاربران همچنین موفق به استفاده از چسب های موقت یا اسپری در بالای پلت فرم ساخت خود شده اند. اسپری مو، چسب چوب و دیگر مواد چسبنده به خوبی کار می کنند اگر همه چیزهای دیگر جواب ندهد.