- نویسنده: seyyedali
- 2018-06-09
فیلامنت فلزی پر شده
بنام خدا و با سلام خدمت تمام کاربران عزیز. در این مطلب از سری مطالب معرفی متریال های پرینت سه بعدی اصفهان و پرینتر سه بعدی اصفهان قصد داریم تا دومین متریال کمکی که همان فیلامنت فلزی پر شده است را معرفی کنیم. و در موردخصوصیات فیزیکی ، کاربرد ها و همچنین معایب و مزایا و مشکلات کار با آن صحبت کنیم. شما می توانید مطلب مربوط به متریال کمکی اول را در اینجا بخوانید.
فیلامنت فلزی پر شده

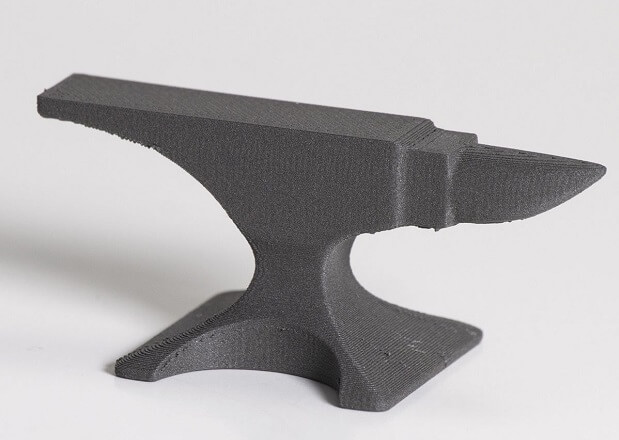
فیلامنت فلزی پر شده با مخلوط کردن یک پودر فلز خوب با یک ماده پایه، یک پایان متالیکی منحصر به فرد با وزن اضافه را می دهد .
بررسی اجمالی
فیلامنت فلزی پر شده شامل پودر فلزات بسیار خوبی مانند مس، برنز، برنج و فولاد ضد زنگ است. درصد پودر فلزی تزریق شده در هر فیلامنت می تواند بسته به نوع تولید کننده متفاوت باشد. حضور این پودر فلز باعث می شود فیلامنت ها بسیار سنگین تر از پلاستیک های استاندارد باشد. این بدان معنی است که قطعاتی که با PLA با فلز پر شده است، به رغم استفاده از تنظیمات مشابه و مصرف همان مقدار مواد، به طور قابل توجهی بیشتر از PLA استاندارد وزن داشته باشد.
فیلامنت فلزی پر شده تمایل به سایش بسیار زیاد دارند زیرا از طریق ورقه ها اکسترود شده اند. یک نازل برنج استاندارد خیلی نرم است و به سرعت از بین می رود. مطمئن شوید که برای چاپ این رشته به طور موثر آن را به یک نازل مقاوم در برابر سایش ارتقا دهید. در بازار رشته های دیگری از فلز مانند وجود دارد که ممکن است رنگ آمیزی فلزی به رشته اضافه شده باشد. این رشته ها حاوی هیچ پودر فلز واقعی نیستند، به همین دلیل آنها بسیاری از مزایای مشابه فیبرهای فلزی واقعی را به همراه نداارند. این مقاله بر روی مواد حاوی پودر فلز واقعی برای یک وزن فلزی واقعی تمرکز خواهد کرد.
مزایا
- پایان کار متالیک و زیبا است
- به اکسترودربا درجه حرارت بالا نیاز ندارد
- سنگین تر از رشته های استاندارد است
معایب
- نیاز به یک نازل مقاوم در برابر سایش دارد
- قطعات چاپی بسیار شکننده هستند
- برآمدگی و اتصال در آن بسیار ضعیف است
- در طول زمان می تواند باعث ایجاد انسداد جزئی شود
- گران است
سخت افزار مورد نیاز
قبل از چاپ سه بعدی با فیلامنت فلزی پر شده، مطمئن شوید که پرینتر 3D شما مطابق با شرایط سخت افزاری ذکر شده در زیر برای اطمینان از بهترین کیفیت چاپ است.
 بستر
بستر
دما: 45-60 درجه سانتی گراد
تخت سفارشی اختیاری است
محفظه مورد نیاز نیست
سطح ساخت
نوار پینتر
چسب ماتیکی
PEI
اکسترودر
دما: 190-220 درجه سانتی گراد
نیاز به نازل فولاد سخت مقاوم در برابر سایش دارد
خنک کننده
بخش خنک کننده مورد نیاز است
بهترین راهنمایی ها

این راهنمایی ها به شما کمک می کند تا شانس مشکلات مربوط به چاپ 3D مربوط با رشته های فلزی پر شده را از بین ببرید، مثل پوشانده شدن نازل ، پل های ضعیف و حباب ها روی سطح چاپ را کاهش دهید.
استفاده از نازل مقاوم در برابر سایش
اکثر چاپگرهای 3D با نازل های برنجی که نسبتا نرم هستند کار می کنند. از آنجایی که فلزات به طور کلی می توانند ساینده باشند، هنگامیکه رشته های فلزی پر شده استفاده می شود، نازل های برنج به آسانی می توانند از بین بروند. ارتقاء به یک نازل مقاوم در برابر سایش به میزان قابل توجهی ساییش را کاهش می دهد. یکی دیگر از جنبه های در نظر گرفتن ارتقاء اندازه نازل است.
اگرچه ممکن است با نازل های استاندارد 0.4 میلیمتری چاپ شود، ذرات فلزی تمایل به چسبیدن به اطراف ماسوره دارند و می توانند در مدت زمان طولانی آن را مسدود کنند. به نظر می رسد اندازه نازل 0.5-0.6 میلیمتر برای رشته های فلزی پر شده است. همچنین مناسب است که به طور مرتب سوراخ نازل را برای هر انسداد قابل رویت بررسی کنید. در غیر این صورت نازل های خالی می توانند در اکستروژن نامتجانس ایجاد شده و کیفیت کلی قطعات چاپ شده را کاهش دهند.
از محدودیت های پل زدن (Bridging) آگاه باشید
فیلامنت های فلزی پر شده سنگین هستند که بر عملکرد پل ها تاثیر می گذارد. هنگامی که پلاستیک ریخته گری در هر طرف پل، اکسترود شده است، آن را به شدت سست می کند و در نهایت قبل از اینکه پل را کامل کند می شکند . این به این معنی است که قطعات با تعداد زیادی از مناطق برآمده برای چاپ بسیار دشوار خواهد بود.
Simplify3D نسخه 4.0 چندین ویژگی جدید مرتبط با پل ها را اضافه کرده است، از جمله این که به شما اجازه می دهد تا کاملا جهت این پل ها را سفارشی کنید. اگر قطعه ای دارید که نیاز به پل زدن دارد و هیچ راهی برای جلوگیری از آن وجود ندارد، ممکن است متوجه شوید که یک زاویه پر شدن خاصی وجود دارد که برای این ماده بهتر کار خواهد کرد.
این نرم افزار همچنین به شما اجازه می دهد سرعت دقیق و سرعت اکستروژن مورد استفاده برای پل ها را سفارشی کنید. بنابراین شما می توانید آزمایش کنید که چه چیزی برای مواد شما مناسب است. سایر روش های موفقیت آمیز این است که ساختارهای پشتیبانی را برای حمایت از هر گونه افزایش بالقوه و یا استفاده از سیستم اکستروژن دوگانه با ساختار پشتیبانی از قبیل PVA در نظر بگیریم. Simplify3D شامل یک ویژگی به نام Dense Supports است که به شما این امکان را می دهد که از این مواد PVA بسیار کم استفاده کنید، فقط در رابط کاربری بین ساپورت ها و قطعه، بنابراین این می تواند یک گزینه عالی نیز باشد.
مسیر فیلامنت را برای پبچ های تند بررسی کنید
فیلامنت فلزی پر شده به طور کلی بسیار شکننده هستند. این قسمت های نهایی را تحت تاثیر قرار می دهد. اما این در مورد خود فیلامنت های خام است که باید در چاپگر برای اکسترود شدن کشیده شوند. اگر مسیر فیلامنتی را از قرقره دنبال کنید، تمام راه را به اکسترودر، برای هر زاویه ای یا منحنی شدید که ممکن است فشار زیادی را روی رشته قرار دهد بررسی کنید. ما دریافتیم که بسیاری از پرینترها شامل خم های تیز است که احتمال ایجاد ضربه محکم و ناگهانی به فیلامنت را در وسط چاپ بالا می برد .
یک راه عالی برای جلوگیری از این، تغییر محل مکانی است که رول روی آن قرار دارد. با نصب قرقره در بالای چاپگر شروع کنید و سعی کنید تا فاصله قرقره از اکسترودر را به حداقل برسانید.
علاوه بر این، یک لوله راهنمای فیلامنت قوی که باعث محدود کردن خم ها در مسیر رشته می شود، احتمال شکست را از بین می برد.
تنظیمات Retraction خود را تنظیم کنید
مانند مواد پر از چوب و سایر مواد کامپوزیتی، Retraction رشته های فلزی پر شده می تواند یک چالش باشد. حضور پودر فلزی باعث می شود تا حفظ فشار مکش را در محفظه ذوب در هنگام رولاسیون توسط نازل مشکل شود . این اغلب به ابتدای و پایان هر بخش چاپی منجر می شود که در آن اکسترودر سعی دارد اکستروژن پلاستیک را شروع یا متوقف کند. Simplify3D دارای چندین ویژگی است که می تواند کمک بزرگی در این وضعیت باشد.
اولین ویژگی منحصر به فرد با نام Coasting است که به طور خودکار فشار را در نازل درست قبل از پایان بخش چاپ کاهش می دهد. این امر در هنگام حرکت به بخش بعدی چاپ بسیار مضر است، بنابراین می تواند یک گزینه عالی برای بررسی باشد. شما همچنین می توانید “extra restart distance” را به مقدار منفی -0.1 یا -0.2mm تنظیم کنید، زیرا این می تواند به کاهش حباب هایی که ممکن است در ابتدای هر بخش تشکیل شود کمک کند. برای راهنمایی بیشتر در مورد چگونگی کاهش این حباب ها، به راهنمای کیفیت چاپ ما مراجعه کنید: نحوه کاهش حباب ها .
راهنمایی های حرفه ای

- برای جلوگیری از لخته شدن و انسداد، شما می توانید تعداد Retraction را در Simplify3D با فعال کردن گزینه “Only retract when crossing open spaces” و یا غیر فعال کردن “option or disabling ” ان ها را کاهش دهید. هر دو این تنظیمات را می توانید در برگه پیشرفته تنظیمات روند خود پیدا کنید.
- با توجه به ماهیت سنگینی این مواد، فیلامنت فلزی پر شده معمولا هنگام پرینت پل ها ضعیف می شوند. برای کاهش تعداد overhangs مورد نیاز برای چاپ خود، سعی کنید ارتفاع لایه را به 0.1 یا 0.15mm کاهش دهید. این می تواند عملکرد چاپ را به طور قابل توجهی بهبود بخشد.